Chế tạo mô hình Hexapod (Phần điều khiển)
Bài báo này trình bày quá trình nghiên cứu và chế tạo máy uốn ống CNC 3D có khả năng uốn được ống có nhiều bán kính khác nhau mà không cần thay đổi dụng cụ. Máy được nghiên cứu và thiết kế để chế tạo phục vụ nhu cầu của thị trường về gia công tạo hình. Mô hình uốn ống nhiều bậc tự do là một thiết bị được sử dụng để uốn ống kim loại thành các hình dạng khác nhau. Mô hình này có thể được sử dụng trong nhiều lĩnh vực khác nhau và có thể được chế tạo từ nhiều loại vật liệu khác nhau. Mô hình này có thể được điều khiển bằng tay hoặc bằng máy tính và có thể được lập trình để uốn ống theo các hình dạng phức tạp một cách chính xác. Các bước chế tạo mô hình máy uốn ống nhiều bậc tự do bao gồm thiết kế mô hình, chọn vật liệu, gia công các bộ phận, lắp ráp, thiết kế hệ thống điều khiển cho máy uốn ống, kiểm tra và sửa chữa.
Hiện nay, ngành công nghiệp liên quan tới cơ khí, ô tô, vật liệu… đang phát triển mạnh ở nước ta, vì vậy các chi tiết dạng ống có vai trò rất quan trọng và có nhiều hình dạng phức tạp. Chính vì vậy, các doanh nghiệp, nhà máy luyện thép trong nước đang chủ động hoàn thiện các quy trình và thiết bị chế tạo các phôi thép dạng ống với chất lượng đang ngày càng tiếp cận với thế giới.
Trên thế giới, hiện nay máy uốn đa dạng từ bằng tay, đến động cơ rồi đến NC hay CNC có thể uốn với nhiều bán kính khác nhau với độ chính xác và năng suất rất cao. Tuy nhiên, theo như nhóm nghiên cứu tìm hiểu thì ở nước ta chỉ có máy uốn bằng tay, thủy lực,... còn máy uốn ống 6 trục thì chưa phát triển và hầu như chưa có và vấn đề cần giải quyết là làm sao có thể chế tạo, gia công được sản phẩm do Việt Nam sản xuất, mà năng suất và chất lượng không thua kém các loại máy của nước ngoài, chi phí chế tạo rẻ hơn, kết cấu máy đơn giản, dễ vận hành khi sản xuất, dễ thay thế và sửa chữa khi bảo dưỡng.
Uốn ống là phương pháp chế tạo được sử dụng để tạo thành ống vĩnh viễn bằng cách uốn cong chúng. Trong nhiều trường hợp, ống uốn cong hữu ích hơn ở dạng thẳng. Việc uốn ống có thể được thực hiện thông qua một số quy trình khác nhau, bao gồm uốn kéo quay, uốn ép, uốn ép khung động và uốn lăn, nhưng mỗi phương pháp đều dựa trên các khái niệm cơ bản giống nhau. Các nguyên tắc uốn như độ giãn dài và bán kính uốn cong, cũng như các chức năng công cụ của trục lõi và con chạy, tạo thành nền tảng cho hầu hết các hoạt động uốn ống. Những nguyên tắc này giao nhau theo một số cách ảnh hưởng đến hiệu quả của sản xuất ống.
Nhận định về hiệu quả kinh tế – xã hội của nhiệm vụ khoa học – công nghệ "Nghiên cứu thiết kế, chế tạo thiết bị uốn ống CNC" vừa hoàn thành, ThS. Bùi Quang Vinh khẳng định, với những ưu điểm trên, việc phát triển công nghệ và thiết bị uốn ống CNC theo nguyên lý biến dạng tạo hình (tạo hình sản phẩm dạng ống theo nguyên lý biến dạng liên tục không khuôn) sẽ giúp phát triển lĩnh vực tạo hình ống, từ đó, giúp các lĩnh vực công nghiệp mũi nhọn hiện nay của Việt Nam như ô tô, thực phẩm, dầu khí, thiết kế, chế biến thực phẩm, chế tạo và bảo trì máy,… có điều kiện chủ động hơn các trang thiết bị và nguồn vật tư trong sản xuất, tăng tỷ lệ nội địa hóa các chi tiết lắp ráp trên sản phẩm hoàn chỉnh.
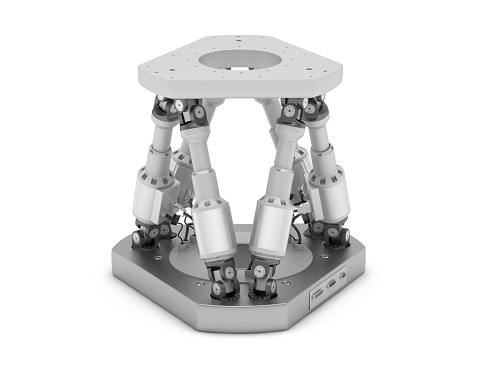
Để phát triển hơn mô hình Máy uốn ống 3D CNC, PGS,TS. Đặng Văn Nghìn, KS. Nguyễn Minh Tuấn, KS. Từ Diệp Công Thành, Bộ môn Cơ Điện tử, Khoa Cơ khí, Trường Đại học Bách Khoa Thành phố Hồ Chí Minh đã nghiên cứu thiết kế và chế tạo mô hình Hexapod. Đây là một lĩnh vực phát triển rất nhanh theo những hướng khác nhau như: robot song song, máy động học song song… nhưng đều dựa theo nguyên lý do Stewart đưa ra vào năm 1965 và thường được gọi là Nguyên lý Stewart. Cơ cấu này gồm 06 chân có độ dài thay đổi được, các chân này liên kết với giá và tấm cố định (platform) bằng các khớp cầu. Bằng cách thay đổi chiều dài các chân, ta có thể thay đổi vị trí và hướng của tấm dịch chuyển trong không gian. Ưu điểm của việc sử dụng hexapod vào máy uốn ống có thể cho chúng ta tạo ra những ống uống có hình dạng phức tạp theo yêu cầu của khách hàng theo từng lĩnh vực như thiết bị ô tô, thiết bị kiến trúc… Bộ điều khiển chuyển sáu chân dựa trên mô hình động học của nó, các phương trình cho sáu chuyển động cơ bản (chuyển động ba trục và trục xoay ba trục) được lấy từ mô hình này. Các phương trình này được thực hiện trực tiếp trong chương trình điều khiển để điều khiển chuyển động và quay cơ bản.
PHẦN CỨNG HỆ THỐNG ĐIỀU KHIỂN
CANopen là một giao thức lớp ứng dụng dựa trên CAN. Nó được phát triển như một mạng nhúng tiêu chuẩn hóa với khả năng cấu hình rất linh hoạt. CANopen được thiết kế cho các mạng điều khiển máy định hướng chuyển động, chẳng hạn như các hệ thống xử lý. Đến nay, nó được sử dụng trong nhiều lĩnh vực khác nhau, chẳng hạn như thiết bị y tế, xe địa hình, điện tử hàng hải, giao thông công cộng, tự động hóa tòa nhà, v.v…
Giao thức cấp cao CANopen đã phát triển đến mức nổi bật đặc biệt. CANopen được phát triển và hỗ trợ bởi tổ chức phi lợi nhuận quốc tếCAN trongTự động hóa (CiA) cho người dùng và nhà sản xuất CAN thông qua Tập đoàn CANopen Interest.Được thiết kế ban đầu để sử dụng trong các hệ thống điều khiển máy chuyển động, tiêu chuẩn CANopen hiện được sử dụng rộng rãi trong tự động hóa. Ví dụ, CANopen là một giao thức được sử dụng phổ biến trong chế tạo robot, bên cạnh các băng chuyền nhà máy và trên toàn bộ máy móc công nghiệp.
PHẦN MỀM CỦA HỆ THỐNG ĐIỀU KHIỂN
DOPsoft là một phần mềm lập trình và cấu hình dành cho các thiết bị HMI (Human Machine Interface) của hãng Delta Electronics. HMI là một thiết bị tương tác giữa con người và máy móc trong các hệ thống tự động hóa công nghiệp. Phần mềm DOPsoft được phát triển đặc biệt để lập trình và cấu hình các màn hình HMI của Delta. DOPsoft cung cấp một giao diện đồ họa trực quan, cho phép người dùng dễ dàng tạo ra các màn hình HMI tùy chỉnh. Với DOPsoft, người dùng có thể thực hiện các tác vụ như tạo các đối tượng đồ họa, tạo và quản lý các nút nhấn, điều khiển động cơ và các thiết bị điều khiển khác, hiển thị dữ liệu và thông báo, và thiết lập các biểu đồ và đồ thị. Một trong những tính năng quan trọng của DOPsoft là khả năng kết nối và giao tiếp với các thiết bị và hệ thống khác trong mạng tự động hóa. Phần mềm này hỗ trợ nhiều giao thức truyền thông như Modbus, Ethernet/IP, BACnet, và các giao thức khác, cho phép truyền thông dễ dàng với các thiết bị PLC (Programmable Logic Controller), máy tính và các thiết bị ngoại vi khác. DOPsoft cung cấp một môi trường lập trình linh hoạt và mạnh mẽ cho việc tạo ra các ứng dụng HMI phức tạp. Người dùng có thể tùy chỉnh giao diện, tạo ra các hành động và phản hồi tương tác, và lập trình các chức năng điều khiển theo ý muốn. Bên cạnh đó, phần mềm cũng hỗ trợ việc kiểm tra và mô phỏng ứng dụng trước khi triển khai trên thiết bị thực tế, giúp tiết kiệm thời gian và tăng tính tin cậy của hệ thống. Với các tính năng và khả năng linh hoạt, DOPsoft là một công cụ quan trọng cho việc phát triển và quản lý các ứng dụng HMI của Delta Electronics. Từ DOPSoft, ta có thể tạo ra được màn hình điều khiển với các nút nhấn mang những chức năng riêng. Bắt đầu với màn hình khởi động (Hình 3). Đây là giao diện chờ của hệ thống, hiển thị sơ bộ các thông tin của thiết bị. Cần nhấn Operation, đăng nhập để chuyển sang các trang điều khiển chính khác và thoát khỏi giao diện giám sát.
Sau đây là một số đoạn chương trình được lập trình trên phần mềm ISP Soft.
* Một đoạn chương trình chính:
Trong đó:
- Câu lệnh ASDON: Servo-ON và Servo-OFF
- Câu lệnh CASD: Cài đặt thời gian tăng tốc và thời gian giảm tốc cho một servo.
- Khi lệnh chuyển từ Tắt sang Bật, PLC bắt đầu thực hiện lệnh này để khởi động địa chỉ trạm servo 1 và khi servo được khởi động, SM1651 BẬT, nghĩa là Servo-ON.
- Sau đó, ta bắt đầu nhập dữ liệu vào lệnh CASD. Lệnh này thiết lập thời gian tăng tốc và giảm tốc servo cho servo tại địa chỉ trong S1. S2: Thời gian tăng tốc, là khoảng thời gian mà trong đó servo quay từ 0 đến 3000 vòng/ phút. S3: Thời gian giảm tốc, là khoảng thời gian trong đó servo quay giảm từ 3000 vòng/ phút xuống 0.
- Tương tự như Servo 1, Servo 2, 3, 4, 5, 6 cũng được thiết lập thông qua câu lệnh ASDON và CASD.
* Đoạn chương trình set home cho máy:
Trong đó:
• Lệnh ZRNC: Lệnh này thực hiện điều khiển dẫn hướng servo cho servo tại địa chỉ được chỉ định trong S1, được sử dụng để mọi trục servo quay trở lại điểm 0.
• Phạm vi của S1 là 1-8 (đối với servo), sẽ không thực thi khi giá trị đầu vào nằm ngoài phạm vi.
• Phạm vi của S2 là 1-20000. Đơn vị: 0,1 vòng/phút.
• Phạm vi của S3 là 1-5000. Đơn vị: 0,1 vòng/phút.
Lệnh DMOV: lệnh truyền dữ liệu với S là nguồn dữ liệu (Data source) và D là đích đến của dữ liệu (Data destination).
KẾT LUẬN
Đầu tiên, chúng tôi đã thiết kế và xây dựng một hệ thống điều khiển của DOPsoft và ISPsoft để điều khiển hệ thống hexapod của máy uốn ống, giúp nó thực hiện các chuyển động một cách chính xác và ổn định. Chúng tôi đã sử dụng các thuật toán điều khiển điển hình như HMI điều khiển để điều khiển hexapod của máy uốn ống. Với sự cơ động nhiều trục của hexapod, ta có thể điều chỉnh và vận hành một cách hiệu quả tùy theo hình dáng ống, kích thước độ dài của ống phù hợp với yêu cầu của khách hàng và doanh nghiệp. Tổng quan, phần điều khiển hexapod đã mang lại những thành tựu quan trọng với nền cơ khí Việt Nam và mở ra tiềm năng rất lớn cho các ứng dụng tương lai.
Tạp chí Cơ khí Việt Nam, Số 306, tháng 8 năm 2023